Furniture strength, durability, emissions, and long-term performance are only as good as the substrate board you choose. Substrate boards - the core material your furniture is ultimately made out of - determine fundamental characteristics such as moisture behavior, screw holding capacity, and compliance with global and Indian standards — crucial factors in India’s humid climate and increasingly discerning market.
This guide provides actionable insights for designers and homeowners on which substrate to trust. We included performance benchmarks in Newtons (N) and standard test values from industry norms such as EN 312 (Europe), BIS/ISI (India), EN 317, EN 319, EN 320, and typical lab results used in quality control.
Our aim is making this guide as objective as possible, excluding marketing terms and hearsay as much as possible.
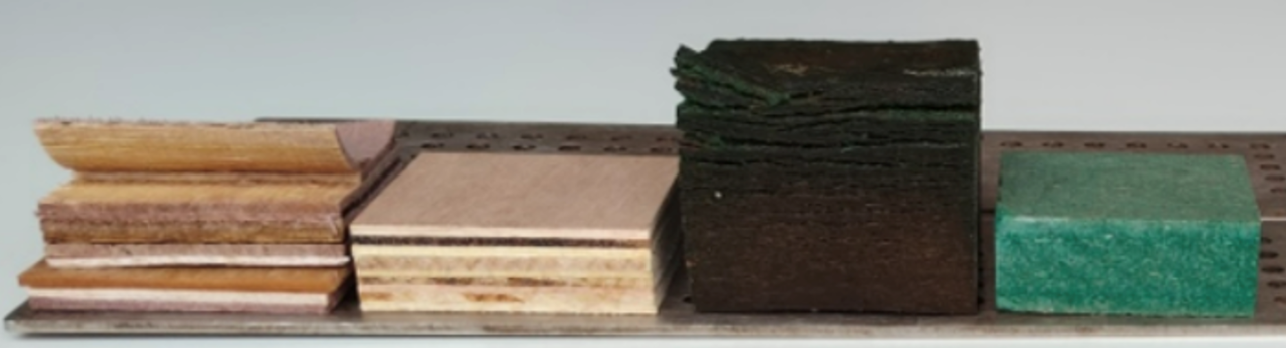
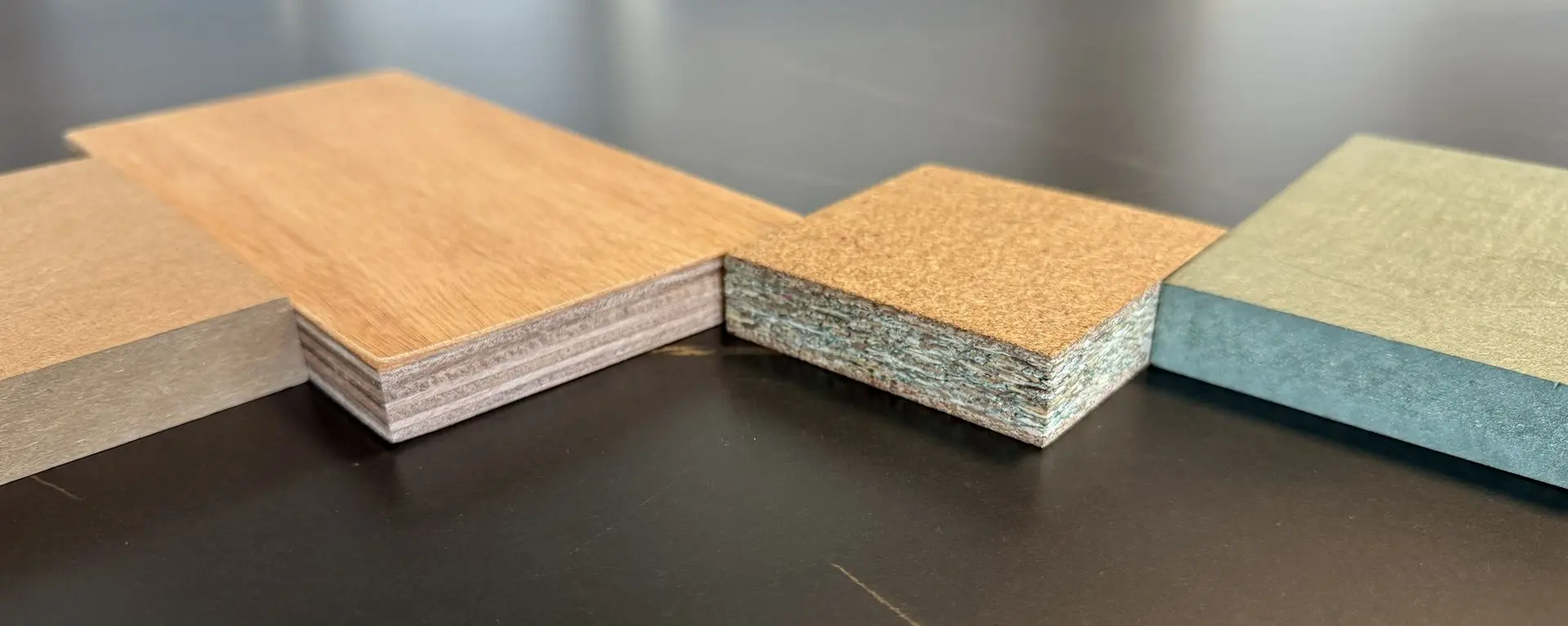 From left to right: MDF, Ply, EN312 P5, HMR/HDHMR
From left to right: MDF, Ply, EN312 P5, HMR/HDHMR
1. How Substrate Boards Are Evaluated: Standards and Test Methods
The Technical evaluation of substrate boards is typically based on the following standard test methods:
- EN 312 / BIS IS 12823: Defines physical, mechanical, and durability requirements for particleboards and similar wood panels; specifies thickness tolerances, internal bond, bending strength, moisture swelling and formaldehyde release.
- EN 317 (24-hr Thickness Swelling): Assesses moisture resistance.
- EN 319 (Internal Bond Strength): Measures internal cohesion.
- EN 320 (Screw Withdrawal Test): Determines screw holding strength in face and edge zones in Newtons.
- EN 120 / EN 717-1: Formaldehyde emission tests used to classify boards as E1 (≤8 mg/100 g) or E2 emissions.
These parameters directly influence structural performance, dimensional stability in humid environments, and health compliance.
2. Technical Specifications for Commonly Used Substrate Boards
A. EN 312 P5 Chipboard (Load-Bearing, Humid Service)
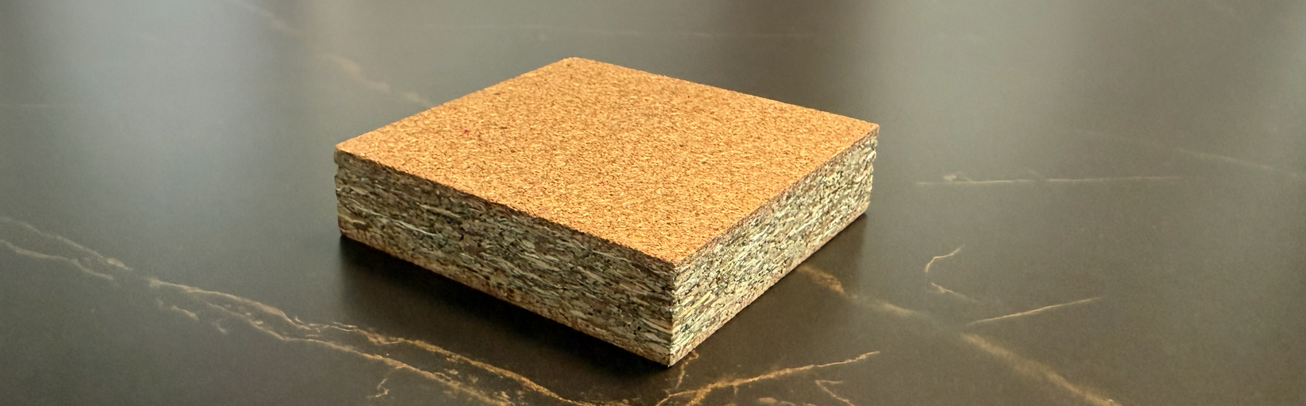
EN312 P5 boards are manufactured from 100% graded wood chips arranged in multi-layer structures—fine particles on the surface for smoothness and coarser particles in the core for strength. Wood chips and resin are blended together with moisture-resistant resins (typically MUF or PMDI), formed into layered mats, and hot-pressed to meet structural and moisture-resistance requirements. This method keeps the panel stable, resists swelling, and maintains structural integrity even after repeated water exposure.
Originally, moisture-resistant chipboards were developed for kitchen and bathroom furniture carcasses where cost efficiency was essential but higher moisture performance was required compared to standard chipboards. Today, EN312 P5 boards are extensively used in modular kitchen cabinetry, wardrobes, ready-to-assemble furniture, and commercial interior fittings, particularly where laminated finishes are applied and dimensional stability in humid conditions is critical.
| Property | Typical Performance Range | EN312 P5 used by ISTO Furniture | Notes |
| Density EN323 | 600–730 kg/m³ | 740 kg/m³ for 18mm thickness | Typical densities for structural boards |
| Modulus of Rupture (MOR) EN310 | ≥16 N/mm² | ≥19 N/mm² | High flexural strength |
| Modulus of Elasticity (MOE) | ≥2400 N/mm² | ≥3400 N/mm² | Stiff board performance |
| Internal Bond (IB) EN319 | ≥0.45 N/mm² | ≥0.45 N/mm² | Core cohesion |
| Thickness Swelling (24 h) EN317 | ≤10% | ≤8% | Moisture resistance threshold |
| Screw Holding (Face) EN320 | ≥1000–1250 N | ≥3400 N | Strong screw retention |
| Screw Holding (Edge) EN320 | ≥800–1000 N | ≥2200 N | Essential for hardware longevity and repairability |
EN312 P5 boards used by ISTO Furniture significantly exceed norms.
Application: High-performance wardrobes, kitchens, load-bearing cabinetry. Meets European P5 humid service class criteria.
 EN312 P5 used by ISTO Furniture offers excellent strength and resistance to bending and warping.
EN312 P5 used by ISTO Furniture offers excellent strength and resistance to bending and warping.
B. Standard Chipboard (EN312 P2 – Dry Service)

Particle board uses wood chips, flakes, and sawmill residues bonded with synthetic resins. The particles are dried, mixed with adhesive, formed into layered mats, and pressed under heat and pressure. Compared to EN312 P5, standard grades typically use lower resin performance and are designed for dry-area applications rather than structural or moisture-resistant uses.
Initially, chipboard was primarily used for low-cost furniture, shelving, and interior fittings where large panel sizes were required at economical prices. Its flat surface made it particularly suitable for lamination, which drove its adoption in mass-produced furniture and modular systems. Today, standard chipboard remains one of the most widely used substrates in ready-to-assemble furniture, office systems, retail fixtures, and interior joinery, especially in applications where budget efficiency is a primary consideration and exposure to moisture is limited.
| Property | Typical Range | Notes |
| Density EN323 | 620–730 kg/m³ | Typical interior board |
| MOR EN310 | 9–11 N/mm² | Moderate flexural strength |
| MOE EN310 | 1200–1800 N/mm² | Moderate stiffness |
| Internal Bond EN319 | 0.20–0.40 N/mm² | Lower core strength |
| Thickness Swelling (24h) EN317 | 8–14% | Higher moisture expansion |
| Screw Holding (Face) EN320 | ~600–800 N | Lower than EN312 P5. Stronger in thicker boards |
| Screw Holding (Edge) EN320 | ~600–800 N | Lower edge strength |
Application: Low-moisture furniture, basic shelving, internal cabinetry in dry environments.
C. Medium Density Fibreboard (MDF)
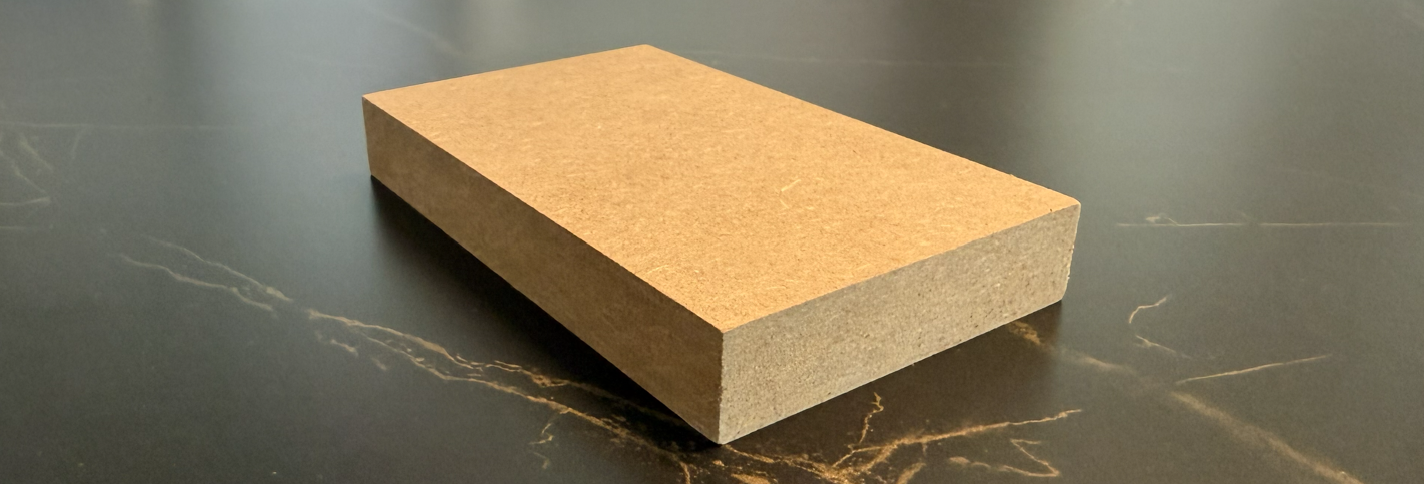
MDF is produced by breaking down debarked wood chips into fine fibres using thermo-mechanical refining. The fibres are blended with synthetic resins (typically urea-formaldehyde), wax emulsions, and additives, then dried and formed into a uniform mat. The mat is compressed under high temperature and pressure in a continuous hot press, trimmed, sanded, and calibrated to thickness.
Initially, MDF was widely used in the furniture and interior decoration industries where a smooth painted finish was required—particularly cabinet shutters, decorative mouldings, and interior wall paneling. Its uniform density allows precise CNC routing, which made it especially valuable for decorative furniture manufacturing and lacquered surfaces. Today, MDF remains a cost-efficient substrate for painted furniture and interior components where structural load-bearing strength is not the primary requirement but surface finish quality is critical.
| Property | Typical Range | Notes |
| Density EN323 | 670–800 kg/m³ | Higher than particle boards |
| MOR EN310 | 18–23 N/mm² | High bending strength |
| MOE EN310 | 2200–2700 N/mm² | Good stiffness |
| Internal Bond EN319 | 0.55–0.85 N/mm² | Strong internal cohesion |
| Thickness Swelling (24 h) EN317 | 10–35% | High moisture expansion without MR/HMR grade |
| Screw Holding (Face) EN320 | 950–1050 N | Good, especially in thicker panels |
| Screw Holding (Edge) EN320 | 850–1050 N | Good edge retention |
Note: Standard MDF swells significantly in moisture. Used mainly for CNC routed decorative surfaces.
D. High Moisture-Resistant MDF (HMR / HDF)
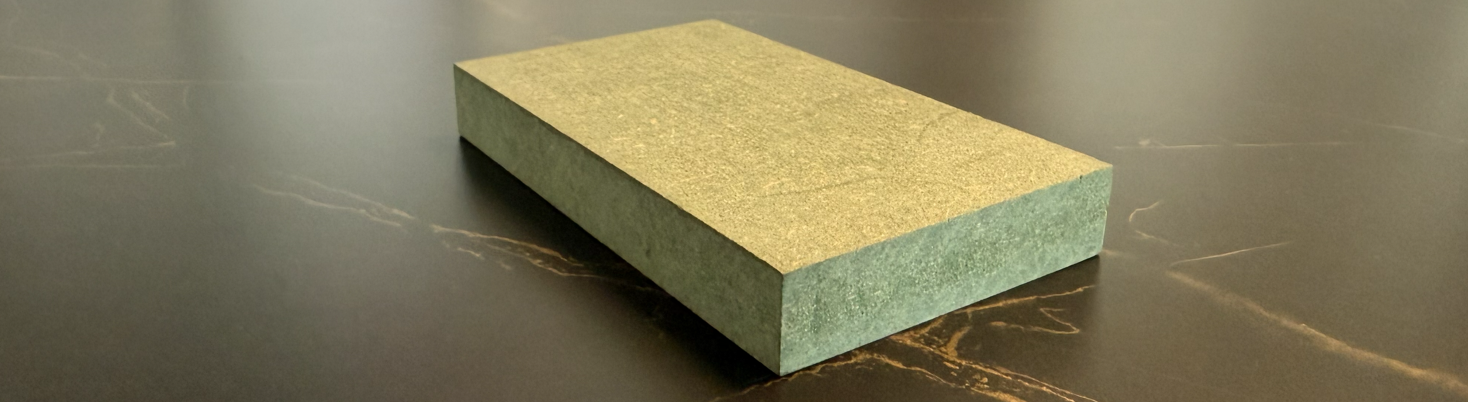
HDF/HDHMR follows a fibreboard process similar to MDF but uses a higher fibre density, specialised moisture-resistant resins, and controlled pressing parameters to achieve higher density (typically 800–900+ kg/m³) and moisture resistance. Additional additives such as fungicides, water repellents, and strengthening agents enhance durability and screw-holding capacity.
Originally, HDHMR boards were introduced for modular furniture manufacturing where designers required a substrate combining machinability similar to MDF with strength closer to plywood. Early applications included kitchen carcasses, wardrobe shutters, and furniture components exposed to moderate humidity conditions. The product gained traction in modular furniture segments because it allowed versatile surface finishing such as laminates, PU coatings, and veneers while offering better resistance to swelling compared to MDF.
| Property | Typical Range | Notes |
| Density EN323 | ~750–800 kg/m³ | Consistent high density |
| MOR EN310 | 20–30 N/mm² | Enhanced flexural strength |
| Internal Bond EN319 | ≥0.55 N/mm² | Good core strength |
| Thickness Swelling (24h) EN317 | ≤12–20% | Improved over standard MDF |
| Screw Holding (Face) EN320 | 900–1000 N+ | Good hardware retention. Limited rescrewing. |
| Screw Holding (Edge) EN320 | ≥800 N | Good edge retention. Limited rescrewing. |
Applications: Decorative surfaces, high-moisture zones where high density and HMR treatments improve performance.
E. Plywood (BIS Certified Marine / Structural)

Plywood is produced by rotary-peeling logs into thin veneers, which are dried, graded, and coated with adhesive. Veneers are often stacked with alternating grain directions (cross-lamination) to enhance dimensional stability and strength. The assembled layup is hot-pressed, trimmed, and sanded to achieve the required thickness and structural performance.
Originally, plywood was developed for structural and transportation applications, including aircraft components, shipbuilding, and construction sheathing, because of its superior strength-to-weight ratio compared to solid wood. Over time, its use expanded into construction and furniture manufacturing, cabinetry, flooring substrates, and interior joinery due to its good screw-holding strength and durability.
Plywood performance varies by wood species, adhesive class, and thickness; however, BIS standards such as IS 303 / IS 710 (Marine) typically specify:
- Bond Quality: BWP (Boiling Water Proof) adhesives for wet environments.
- Screw Withdrawal Strength: Typically >1200 N (face) and >900 N (edge) in structural grades as per IS 2380 / BIS test methods.
- Moisture Resistance: Excellent dimensional stability due to cross-grained veneers.
Applications: Structural components, exposed edges, curved elements, cabinetry requiring high load tolerance.
3. Comparative Performance Tables — Practical Metrics
Moisture Swelling
| Board Type | Thickness Swelling (24 h) | Interpretation |
EN312 P5 used by ISTO Furniture | ≤8% | Excellent moisture stability |
| EN 312 P5 norm | ≤10% | Excellent for high moisture conditions |
| EN P2 Chipboard | 8–14% | Moderate; acceptable for dry interiors |
| MDF (Standard) | 10–35% | High expansion |
| HMR MDF / HDF | ~12–20% | Improved moisture behavior compared to MDF |
| Plywood (Marine / BWP) | ≤8% (dependent on grade) | Excellent moisture stability depending on grade |
 EN312 P5 tested compared to best HDHMR brand in market after 30 minutes boiling, equivalent to 10 years of moisture exposure.
EN312 P5 tested compared to best HDHMR brand in market after 30 minutes boiling, equivalent to 10 years of moisture exposure.
 After 3 moisture exposure cycles, cracks already appear in MR grade quality Ply.
After 3 moisture exposure cycles, cracks already appear in MR grade quality Ply.
 Quality MR-Grade Ply tested against best HDHMR brand in the market after multiple boiling cycles.
Quality MR-Grade Ply tested against best HDHMR brand in the market after multiple boiling cycles.
Screw Holding Strength (in Newton)
| Board Type | Face Withdrawal (N) | Edge Withdrawal (N) | Notes |
EN312 P5 used by ISTO Furniture | ~3490 | ~2200 | tested |
| EN312 P5 norm | ~1000+ | ~800+ | Excellent for heavy hardware |
| EN312 P2 Chipboard | ~600–800 | ~600–800 | Moderate |
| MDF (Standard) | ~950–1050 | ~850–1050 | Good |
| HMR MDF / HDF | ~900–1000+ | ~800+ | Good for moist zones |
| Plywood | ~1200+ | ~900+ | Good structural permanence |

EN312 P5 shows excellent long-lasting screw holding and re-screwing capabilities
Key Formaldehyde Emission Standards
Formaldehyde emissions are classified under European and international norms using chamber or perforator test methods:
| E1 - Low Emission Standard | E2 - Standard/high Emission | |
| Limit |
EN312 P5 used by ISTO Furniture has tested emissions ≤ 6 mg / 100 g | Limit: ≤ 20 mg / 100 g (oven-dry board) – EN 120 |
| Regulatory Status |
|
|
| Practical Impact |
|
|
| Long-term Health Risk | Low | Medium to High |
| Comments |
|
Particle boards |
Spaces fitted with E2 substrates often exhibit a persistent chemical odor for weeks or months after installation—an immediate indicator of higher formaldehyde release.
EN312 P5 substrates used by ISTO Furniture have Formaldehyde emissions of ≤6 mg / 100 g, exceeding E1 standards and making them the most health conscious substrate available in the Indian market.
Borer and Termite Resistance
In tropical climates such as India, borer (wood-boring insects) and termite resistance is a critical performance parameter for furniture substrates. The resistance level depends on wood species composition, resin systems, density, and preservative treatments used during manufacturing.
Why It Matters
Termite or borer infestation can:
- Weaken the structural integrity of furniture
- Cause surface bubbling and internal powdering
- Reduce screw holding strength over time
- Lead to costly replacements if untreated
Engineered boards with high-pressure resin bonding and controlled density generally show better resistance than untreated natural wood veneers.
Comparative Resistance: EN 312 P5 vs Plywood vs HDHMR vs MDF
| Substrate | Natural Borer / Termite Resistance | Treatment Requirement | Practical Performance in Indian Conditions |
| EN 312 P5 | High relative resistance due to high-pressure resin bonding and limited solid wood fibers attractive to termites | Usually does not require additional treatment for indoor furniture | Stable performance; infestation risk significantly lower than untreated plywood |
| Plywood (Standard / Commercial Grade) | Moderate to low natural resistance (depends on wood species used) | Often requires anti-termite / anti-borer chemical treatment or BWP/BWR treated grades | Vulnerable if untreated; infestation can spread along veneer layers |
| HDHMR Board | Moderate resistance due to higher density and resin bonding | Treatment recommended in high-risk termite zones | Better than MDF but still dependent on chemical treatment for long-term protection |
| MDF (Standard) | Lower natural resistance because fine fibers are attractive to borers if untreated | Requires preservative treatment in termite-prone regions | Can be vulnerable in humid and untreated installations |
 Test setup with substrates kept in soil on termite affected farm.
Test setup with substrates kept in soil on termite affected farm.
 Termite growth in veneer gaps.
Termite growth in veneer gaps.
 No signs of termite growth in EN312 P5 substrate.
No signs of termite growth in EN312 P5 substrate.
Technical Explanation
- EN 312 P5 boards use high resin content and compressed particle structures, leaving less continuous cellulose pathways for termites compared to veneer-based plywood.
- Plywood, especially when made from softer veneers, can be more susceptible because insects can travel between veneer layers if preservative treatment is insufficient.
- HDHMR and MDF improve resistance through density and resin content, but protection largely depends on manufacturer-applied anti-termite additives.
5. Conclusion
Choosing the right substrate board is not subjective — it can be quantified and validated against international and Indian standards using comparative tests for screw holding, percent thickness swelling, borer resistance and formaldehyde emissions.
For premium furniture in Indian contexts, boards that comply with EN 312 P5/E1 standards deliver:
- Strong structural integrity
- Low VOC emissions
- Superior moisture stability
- High fastener retention for hardware durability
- Excellent borer-termite resistance
ISTO Furniture’s use of high-performance EN312 P5 boards ensures furniture that meets stringent performance metrics backed by certified test reports — providing customers with durability, safety, and long-term value.
FAQs
1. Why does the substrate board matter when buying furniture?
The substrate board is the structural core of your furniture. It determines durability, moisture resistance, hardware strength, and even indoor air quality. Premium finishes cannot compensate for a weak base material—choosing the right substrate ensures your furniture lasts for many years without swelling, odor, or hinge failures.
2. Which substrate is best for wardrobes and modular kitchens?
For wardrobes and kitchens, the ideal substrate should provide:
- High moisture resistance
- Strong screw holding capability
- Low formaldehyde emissions
- Long-term structural stability
Performance-grade boards such as EN 312 P5 (E1 certified) or marine-grade plywood are recommended for premium installations because they perform significantly better in humid Indian environments.
3. Why do some wardrobes develop a chemical smell after installation?
This usually happens when higher-emission (E2) boards are used. These boards release more formaldehyde, especially in enclosed storage spaces. Furniture built with E1 low-emission boards significantly reduces odor and improves indoor air quality.
4. Are all “moisture-resistant” boards equally durable?
No. Many boards marketed as moisture-resistant still swell significantly over time when exposed to humidity. Higher-performance boards tested under international standards maintain their shape, screw holding strength, and structural integrity even after prolonged moisture exposure.
5. Why is screw-holding strength important for furniture life?
Cabinet hinges, drawer channels, and fittings rely on screw strength. Boards with higher screw withdrawal strength:
- Prevent loosening hinges
- Allow easy repairs and adjustments
- Extend furniture lifespan significantly
Low-quality boards often fail around hinges within a few years.
6. Is plywood always better than engineered boards?
No. Quality depends on grade, certification, and bonding quality. Performance-rated engineered boards such as EN312 P5 structural boards often provide more consistent density, better dimensional stability, better borer protection and reliable mechanical performance compared to plywood.
7. How can I verify the quality of substrate boards before purchasing furniture?
Ask your furniture provider:
- What substrate type and grade is used?
- Is the board BIS / ISI certified?
- What is the formaldehyde emission class (E1 or better)?
- Can you share the technical specification sheet or test certificate?
Professional manufacturers will provide this information transparently.
8. Does using premium substrate boards significantly increase furniture cost?
The difference in substrate cost is typically small compared to the total furniture investment, yet it greatly improves:
- Durability
- Hardware performance
- Indoor air quality
- Long-term maintenance cost
- Borer resistance
Choosing better substrate boards is one of the highest ROI decisions in furniture purchasing.
9. Which substrates does ISTO Furniture use?
ISTO Furniture specifies high-performance, BIS-certified E1 substrate boards (EN 312 P5) for most wardrobes, kitchens, and cabinetry to ensure:
- Low emissions
- Superior moisture resistance
- Excellent screw holding strength
- Long service life
- Good borer/termite protection
10. What should I check before finalizing my furniture order?
Before confirming your order, ensure:
- The substrate board type is clearly specified in the quotation
- Emission grade (E1) is mentioned
- The manufacturer provides material certification
- The furniture is designed for Indian climate conditions
This guarantees you receive furniture that performs reliably for years.